作者: 时间:2024-05-15
Asphericon非球面透镜的斯特列尔比越接近1,实际系统的成像性能越接近无像差的理想状态。为了方便客户更加了解斯特列尔比,我们阐述了斯特列尔比定义,即什么是斯特列尔比,表面不规则性影响斯特列尔比表现方面,也就是斯特列尔比的影响因素。行业内将斯特列尔比大于0.8称为衍射极限,Asphericon非球面透镜斯特列尔比可以做到0.99,可以说是行业内较高的一个水平。
(Strehl ratio)斯特列尔比定义为在存在像差的光学系统中,实际观测到的高斯像点(即最大光强点)的光强与同一系统在无像差情况下该点理论上应有的光强之比。这个比值用来量化光学系统的成像质量,特别是评价其对理想衍射极限性能的接近程度。
斯特列尔比的定义具体数学表达式可以表述为:
斯特列尔比(SR)=I实际/I理论
其中I实际是有像差时高斯像点处的实际光强,I理想是无相差情况下同一位置高斯像点应有的理想光强。
斯特列尔比的取值范围是0到1之间,值越接近1,表示实际系统的成像性能越接近无像差的理想状态,即系统的衍射极限性能越好。反之,值越小,则说明像差对成像质量的影响越大,导致实际光强显著低于理论上的最佳值。
Asphericon非球面透镜斯特列尔比为0.99,可用于荧光显微镜和恒星。索雷博非球面透镜斯特列尔比大于0.8,爱特蒙特非球面透镜斯特列尔比大于0.8,符合衍射极限要求。
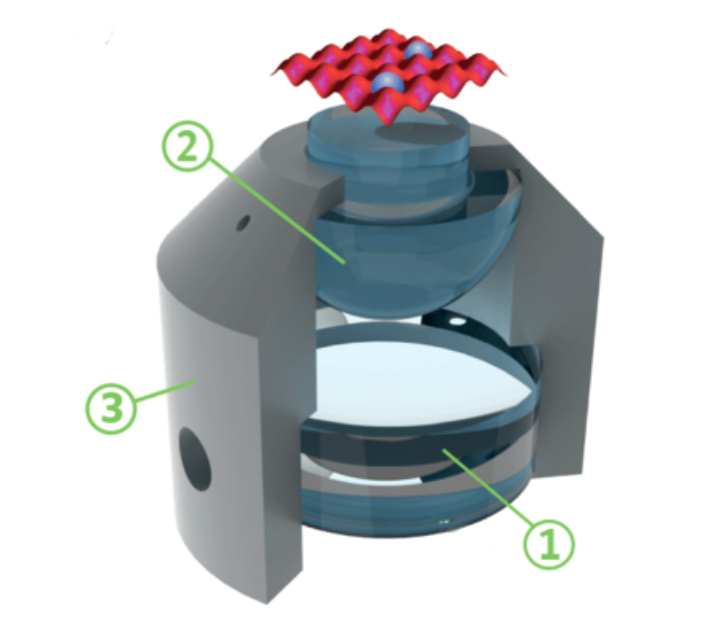
Asphericon斯特列尔比=0.99的复杂镜片设计
不同的非球面镜片制造技术会产生独特的表面误差,这些误差对斯特列尔比的影响各不相同。了解这些影响对于正确指定非球面镜至关重要,既可避免不必要的过度规格化及其带来的高昂成本,又能确保所需规格得到满足。对于具有小f/#的快速非球面镜而言,这一点尤为重要,并且相较于其他制造方法,采用传统研磨和抛光工艺制作的非球面镜受此影响更大。行业内将斯特列尔比大于0.8称为衍射极限。
斯特列尔比示意图
聚焦光学元件(包括球面和非球面透镜)的斯特列尔比是某个点光源的实际光学元件的最大焦点辐照度与理论衍射极限光学的理想最大辐照度的比值。Focal Spot Cross Section代表焦斑截面,Diffraction Limited Lens是衍射极限透镜,As-Built Lens是原厂镜头,Relative lradiance at y = 0μm是代表y=0μm处的相对辐照度。
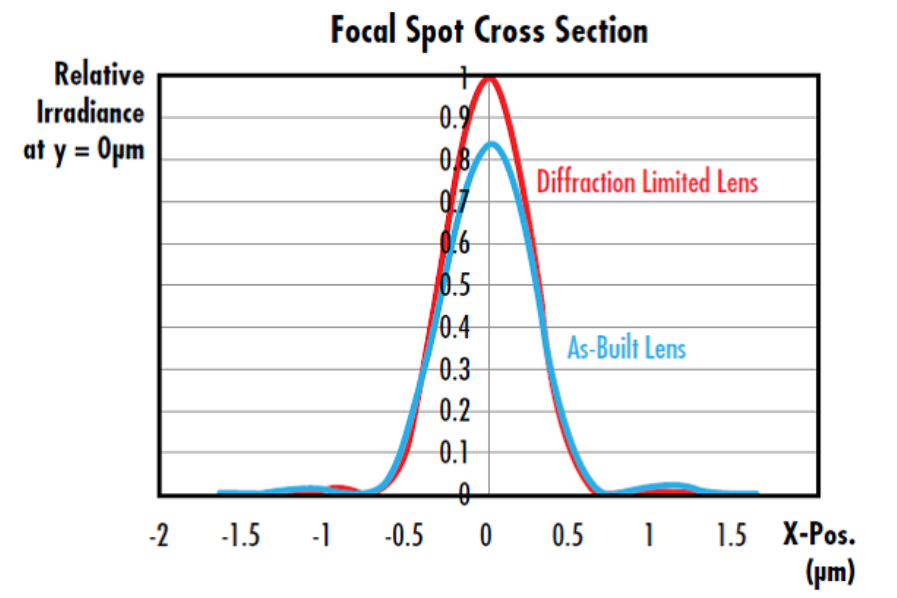
图1:直径为25mm的f/2非球面透镜在588nm处的焦斑辐照度截面
表面不规则性对斯特列尔比的影响
表面不规则性是影响光学系统斯特列尔比的一个重要因素,具体表现为以下几个方面:
1.表面粗糙度
光学元件表面的微观粗糙度会导致光波在传播过程中发生散射和衍射,尤其是在短波长(如紫外线或蓝光)或高数值孔径的系统中更为显著。表面微观起伏会使得部分光线偏离其理想路径,使得实际到达像点的光强分布变得不均匀,从而降低斯特列尔比。高级光学表面通常要求极低的表面粗糙度(纳米级别),以减少因表面微观不平整引起的散射损失,保持高的斯特列尔比。
Asphericon非球面透镜表面粗糙度大于等于20nm,表面质量20-20。爱特蒙特非球面透镜表面质量60-40。
2. 表面缺陷与瑕疵
存在于光学表面的划痕、凹坑、灰尘、气泡等缺陷,会直接导致局部光强的严重衰减或产生额外的散射中心,破坏光束的相干性,降低图像的清晰度和对比度。这些缺陷可能引起特定频率和方向的像差,如彗差、球差、像散等,进一步降低斯特列尔比。
Asphericon生产非球面透镜加工工艺包括磨削,抛光,金刚石车削和高端精整。爱特蒙特非球面透镜制造流程,包括研磨、CNC 抛光、磁流变加工 (MRF)。注重加工流程可以减少消除表面缺陷和瑕疵。
3. 表面微裂纹
微观裂纹虽然可能不会立即导致光学表面破裂,但它们可以增加光散射和吸收,特别是在特定角度入射的光线中更为明显。裂纹的存在还可能加剧表面粗糙度问题,因为裂纹边缘往往比周围表面更加粗糙,从而进一步降低斯特列尔比。
表面不规则性对斯特列尔比的影响也取决于透镜的 f/#。一般来说,更快的非球面透镜或 f/# 较小的非球面透镜对表面不规则性对斯特列尔比的影响更敏感。
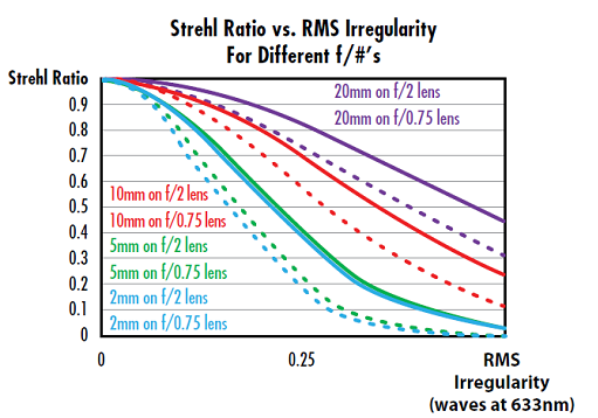
图 2: 虚线和实线的对比表明,在给定余弦周期内,较快的非球面透镜(f/# 较小)比较慢的非球面透镜(f/# 较大)的斯特列尔比下降得更多。
综上所述,表面不规则性通过增加光散射、引入像差、改变光强分布以及降低光束的相干性等多种方式,对斯特列尔比产生负面影响。为了获得高斯特列尔比、即优良的成像质量,光学元件制造过程中需要严格控制表面加工精度,包括减小表面粗糙度、消除表面缺陷和瑕疵、确保形状精度,并且在系统设计阶段充分考虑和校正可能由表面不规则性引入的各种像差。


