作者: 时间:2021-07-10
“超快激光”是指脉冲宽度在皮秒级或飞秒级的激光,在高精密的加工应用中优势非常明显,是激光领域中重要的发展方向之一。而在超快激光的产生,传输和光束变换过程中,高品质的激光介质膜镜片是实现超快激光的基础光学元件之一。激光介质膜镜片是在基片上镀上介质膜,作用是能控制激光光束的透过率,其性能影响超快激光器的性能和效果。通常由3个重要的因素决定激光介质膜镜片的选型:镜片的镀膜参数(波长反射率等等),镜片的尺寸形状,镜片的损伤阈值。而德国Layertec公司能生产世界级的激光介质膜镜片,主要在激光镜片的基片材质,基片加工,镀膜和检测测量环节都有着成熟的工艺和一流的设备。
在Layerter激光镜片加工时,基片材质的不同,直接影响超快激光镜片的性能、镀膜的性能,也几乎决定了的损伤阈值的高低。所以,想要获得高性能镜片的第一步是选择优质的基片材质。在超快激光镜片领域,熔融石英和BK7玻璃是普遍的。而常用的材质包括: BK7玻璃;熔融石英(Fused silica也分为紫外FS-UV和红外FS-IR); CaF2和MgF2;蓝宝石;YAG晶体;超低膨胀系数的玻璃(ULE),微晶玻璃等。
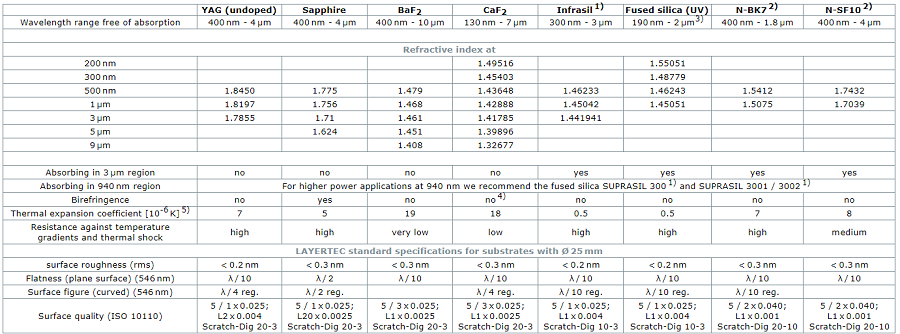
激光波段的不同,几乎决定了Layertec飞秒镜片选用哪种材质,因为不同材质在不同波段的透过率不一样。一般可见光和近红外波段,常用的材质是N-BK7玻璃和熔融石英。紫外和红外波段的常用材质是CaF2或者MeF2. 可参考表一给出了常用激光镜片用材质的主要性能参数。
一、Layertec的基片加工和选择(Substrates)
Layertec飞秒镜片如何选择基片(How to specify substrates)
基片的质量和价格取决于材质、尺寸形状、抛光质量、公差等因素。以下简单描述这些因素的影响。
激光镜片的基片的加工环节决定镜片的尺寸和形状,镜片面形和表面质量。飞秒激光镜片加工分为以下几个环节:粗料的预切割,切割,倒边,研磨,抛光,检测。在激光镜片在确认材质后,需要先确认镜片2个面的形状,这些形状包括:平平面,平凸,平凹,双凸,双凹,凸凹等。第二步是确认镜片的尺寸比如:厚度,直径或者边长,楔形尺寸,尺寸的公差等。除此之外,也有些高端镜片要需要定制加工复杂的面形(如非球面,离轴曲面和自由曲面)

面型参数和表面质量指:面型的粗糙度,面型畸变和表面缺陷。Layertec标准型号的激光镜片直径一般为6.35mm-100mm(大至600mm镜片)。面型畸变达到λ/30,表面粗糙度可以做到1.5A,镜片面形质量达到5/1 x 0.025 (ISO 10110)。
超快飞秒镜片的检测技术:采用的主要测量设备
LAYERTEC的精密光学设备包括:激光干涉仪,平面、球面和抛物面等特殊干涉仪。对于非球面的在超快激光镜片加工时,,LAYERTEC使用触觉和非接触计量系统。通常,直径小于等于100 mm的球面和平面光学元件的形状公差的测量精度为λ/10(633nm)。而客户如果追求更高的精度甚至可达λ/30。可根据要求提供测量报告。
超快激光镜片的大口径镜片测量设备
针对大尺寸的飞秒激光镜片,LAYERTEC使用了高性能的Fizeau干涉仪和Twyman-Green干涉仪:
- 平面:Ø≤300 mm,精度高达λ/50(633 nm),Ø≤600mm优于λ/10(633 nm)
- 球面:Ø≤600 mm,精度优于λ/10(633 nm)
- 抛物面:Ø≤300 mm全孔径测量,精度达λ/10(633 nm)
非接触计量设备
LuphoScan计量系统由LuphoScan股份有限公司开发,可对Layertec飞秒镜片的距离和表面形状进行超高精度测量。这种独特的系统融合了其它测距系统的诸多优点,但不存在必须接触、工作距离小、工作范围小等缺点。这项技术可以确定纳米范围内不同物体的拓扑结构。
可以测量高反射物体,如镜子或金属涂层基材,以及仅提供微弱反射的透明物体(玻璃镜片、基材)。
由于其绝对测量范围,因此可以以±5nm的精度解析高达1mm的结构。特别是可以精确地确定非球面的拓扑误差,并用于在抛光过程中修正形状参数。
触觉表面轮廓仪TACTILE SURFACE PROFILER
Talysurf PGI 1240 是一种触觉表面轮廓测量工具,用于表征强烈弯曲的表面。 一个小尖端与表面接触并沿一条线移动,同时测量其位移。
测量原理与表面拓扑结构或光学特性(例如涂层或薄污染物)无关,这些特性通常会阻止直接干涉测量。 垂直精度取决于表面的梯度,可以达到 200 nm 的值,相当于 ≈ λ / 2 (633 nm)。 LAYERTEC 使用此工具测量直径最大为 200 毫米的中小型非球面表面。
光学轮廓测量OPTICAL PROFILOMETRY
基于白光干涉仪的三维光学表面轮廓仪,在超快激光镜片加工时,可用于检测我们基板的表面形状和粗糙度。此外,轮廓仪还可用于表征尺寸范围为 0.5 μm 至 100 μm 的表面缺陷和其他结构。
扫描探针显微镜SCANNING PROBE MICROSCOPY
LAYERTEC 使用扫描探针显微镜(原子力显微镜,AFM),测量范围在 10 nm 和 1 µm 之间。用于控制表面粗糙度值低于 Sq ≤ 5 Å 的特殊抛光工艺,并根据要求提供检验报告。
自动测量系统DEFECT ANALYSIS
LAYERTEC开发了一个自动测量系统,用于检测和分析光学表面的缺陷和划痕。该系统使LAYERTEC能够根据ISO 10110-7对飞秒激光镜片的缺陷尺寸进行分类。因此,质量控制程序,例如最终检验,特别是对于缺陷小于25μm的高质量光学元件。
超快镜片镀膜参数的测量设备
质量控制对于生产和研发都是尤其重要的。LAYERTEC的标准检测程序包括在120 nm 和 20 μm 之间的波长范围内对基板进行干涉测量和对镀膜光学器件进行分光光度测量。
分光光度计:使用UV-VIS-NIR分光光度计、VUV-和FTIR分光光度计在波长范围λ=120nm–20μm范围内进行标准分光光度测量。

光腔衰荡CAVITY RING-DOWN (CRD)
在R,T=99.5%…99.9999%范围内,通过测量腔衰荡时间,确定了高反射率和高透射率值。该方法是一种高精度的绝对测量方法。LAYERTEC采用各种CRD设置,覆盖220至1800nm的整个光谱范围,没有任何间隙。目前正在建造波长范围为2500至4700nm的CRD装置。
群延迟反射镜 (GD) , 群延迟低色散镜(GDD)
除了透过率和反射率外,LAYERTEC还可以使用多个白光干涉仪测量波长范围为250至1700nm的反射镜的相位特性。可用于表征具有正或负GDD的宽带飞秒激光反射镜,以及测量窄光谱范围内-10000 fs²的GTI反射镜的GDD。

Layertec飞秒镜片的激光损伤阈值的测量
根据ISO标准和我们自己的程序进行LIDT测量,可在LAYERTEC设置测量装置。Layertec飞秒镜片的提供以下波长:266 nm、355 nm、532 nm和1064nm。脉冲持续时间为4-10ns。此外,与汉诺威(LZH)激光校准器(LZH)合作,在其他LIDT测试条件下进行测量。
吸收损耗测量
光学薄膜和大块材质的吸收也可以在内部测量。测量范围为355nm、532nm或1030nm,入射角在10°和70°之间,适用于s和p偏振光。由于测量设置,要求635nm的透射率大于1%。除此之外,可以测量最常见基材上的任何HR、PR或AR涂层(包括单层)。基底必须是厚度为1-12 mm的平面。可根据要求提供校准报告。
腔内加热测量
光学薄膜的吸收损耗会导致涂层和基体的加热。当平均激光功率超过几千瓦(cw)时,即使是百万分之几的低吸收损耗也会引起光学元件的显著发热。LAYERTEC建立了一套加热测量装置,用于1030nm波长的高功率光学元件的质量保证和技术开发。


