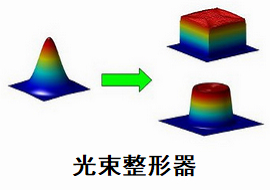
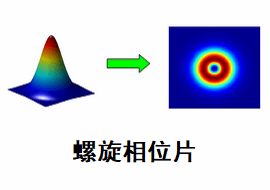
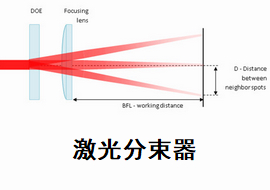
光束整形器分束镜螺旋相位片
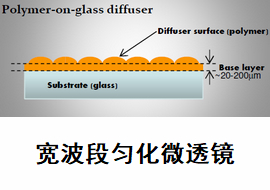
微透镜阵列 工程散射片
量子级联激光器266nm激光器
单频连续DPSS激光器Aerodiode
光斑分析仪 位敏探测器 自准直仪
光束质量分析仪(M2) 激光波长计
激光晶体非线性晶体 CLBO晶体
AAA级太阳能模拟器光学斩波器
高光谱相机StellarNet光谱仪
超快光电探测器红外探测器
Chroma滤光片飞秒激光镜片
中红外消色差波片中红外波片
激光防护眼镜激光护目镜
显微镜载物台自动对焦
Zaber电控平移台MinusK隔振台
太赫兹探测器
查看更多
产品导航 : 光束整形器分束器螺旋相位板微透镜阵列径向偏振片(S波片)红外观察仪激光防护眼镜显微镜载物台显微镜自动对焦量子级联激光器266nm激光器光斑分析仪光束质量分析仪激光晶体电控位移台主动被动隔震台太赫兹源太赫兹相机
友情链接 : 维尔克斯光电 中国供应商 中科光学
版权所有:深圳海纳光学有限公司 粤ICP备18089606号 电话:0755-84870203 邮箱:sales@highlightoptics.com













 新浪博客
新浪博客










.jpg "MinusK隔振台")

















